スクリーン印刷のニジミ・カスレ原因と対策|製版仕様で解像性を向上させる方法 ~ニジミ編②~
製版仕様で印刷解像性を向上させる方法について、前回はニジミやカスレが発生する要因や、版膜表面に平滑性や撥油性を施すことでニジミが改善した事例について説明しましたが、今回は静電気やパターン形状が要因になっている場合の対処方法について解説していきます。
前回記事
版膜表面に平滑性向上加工(フラット加工)や、撥液加工(BK処理)を行っても、ニジミが改善できないといった、具体的な例としては以下のようなものが代表例として挙げられます。
フラット加工・BK処理でも改善しないニジミの主な原因
1. 静電気によるニジミ・飛び跳ね
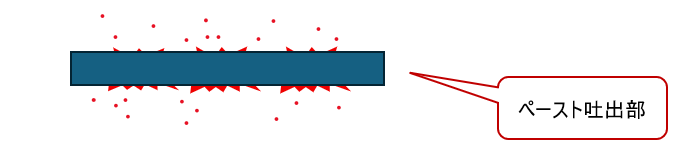
印刷時のスキージングにより静電気が発生し、パターンの周囲にとげが出るような滲み方とペーストが飛び散るような事例があります。
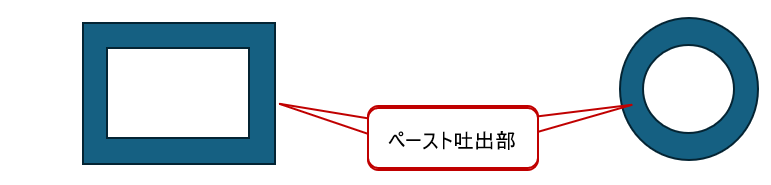
2. パターン形状
矩形パターンや額縁のような形状パターン(閉図形パターン)を、通常の製版で印刷を行うと、版離れが悪くニジミのが解消しないケースがあります。
このようなパターンの場合、下記の様に印刷方向の内側にニジミが発現しやすい状況が見受けられます。
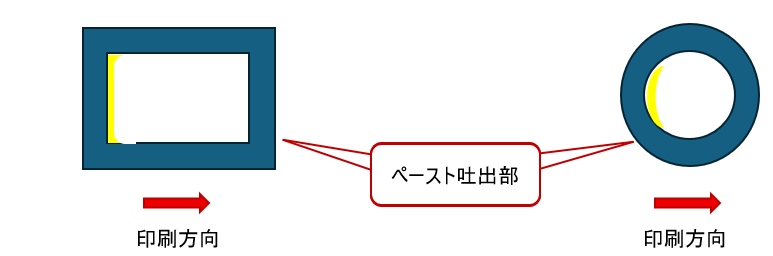
また、このようなパターンの周囲にペーストが飛び散るような場合もあります。
それでは具体的な対策を考えていきましょう。
ニジミ・飛び跳ねの具体的な対策方法
1. 静電気によるニジミ・飛び跳ね
起因が静電気によるものと断定できる場合は、製版のメッシュに帯電抑止の方策を取ることで改善するケースが多いです。
ポリエステルメッシュを使用している場合は、帯電抑制処理を施したメッシュを使用することで、製版の帯電を大幅に抑えることが可能となり、飛び跳ね等を抑制する手法となります。
ステンレスメッシュを使用している場合は、メッシュから枠に導電テープを貼ることで帯電抑止の効果が期待できます。
※どちらの場合も、枠から印刷機へのアースが必要となります。
2. パターン形状に依存するもの
ニジミ対策として最も有効な方法は、印刷時の版離れを向上させることですが、その場合、クリアランスを多くとることで版離れを向上させることはできますが、その分製版への負担が大きくなりなり、印刷精度が悪くなることが予想されます。
少ないクリアランスで版離れを向上させるために製版に求められることは、テンションを高く(強く)張ることが端的な対策となります。
また、前回のコラムで説明したように、版膜表面に平滑性向上(フラット加工)や撥油性(BK処理)を施すことで改善が見込まれる場合も多くあります。
しかし、それらの処理を行ってもどうしても滲んでしまうケースがあります。
それはパターンに依存してしまうケースです。
パターンによっては極端に版離れが悪くなり、スキージが通過してしばらく経過した時点で急激に製版が基板から離れることがあります。
そのような状況になると製版にペーストが充填されている状態で基板へのコンタクト時間が長くなり、版膜への周り込みも多くなりにじみの発現や、急激に版離れが発生することでペーストの飛散が発生することとなります。
このような現象の緩和策として、段差製版という加工があります。
パターンのピッチや形状によりすべてが可能ということではありませんが、ペーストが吐出されない部分の乳剤を特殊形状にして、版離れ性の向上を目指しました。
製版の版膜を通常の乳剤厚部分(ペースト通過部)とペーストが出ない部分の乳剤厚を薄くし段差にすることによって、版膜が基材に接している部分を少なくし、版離れ性を向上させられるような構造としています。
パターンピッチに余裕があるものであれば対応が可能ですので、詳細についてはご相談ください。
印刷例
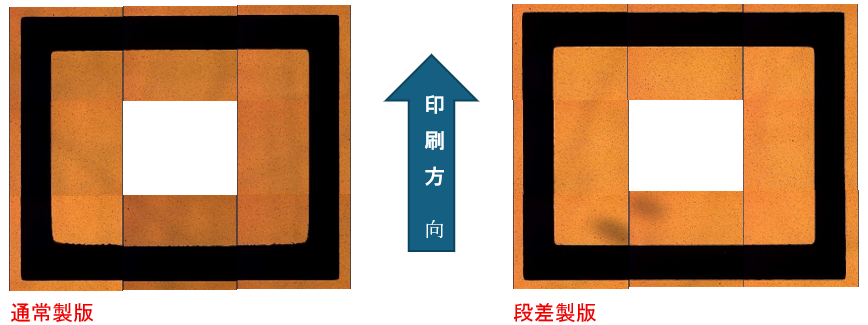
通常製版は全体的ににじみ傾向になっています。特に内側に顕著に見受けられます。
それに対して、段差製版ではにじみが解消しているのが分かります。
諸条件がマッチングすることでここまでの改善効果を見込むことが可能です。
2回にわたり製版仕様で印刷解像性を向上させる方法(ニジミの改善)について解説してまいりましたが、パターンやペースト、印刷基材や印刷条件などの要素で状況は大きく異なってまいります。
我々竹田東京プロセスサービスには、長年にわたり培ってきた技術や知識、製版における様々なバリエーションで問題点を解決に導くことのできる引出しが多くあります。
お困りのことがございましたら是非お問い合わせください。
関連製品ページ
さらに詳しい技術情報や関連製品については、以下のページもご参照ください。
スクリーンマスク製品情報
スクリーンマスク製品資料ダウンロード
さらに詳しい情報をお探しの方は、当社のスクリーンマスク製品資料をご活用ください。製品の特長や詳細な仕様をご確認いただけます。以下のリンクからダウンロードしてください。